




How to Choose the Right Extruder Screen for Your Plastic Extrusion Machine?
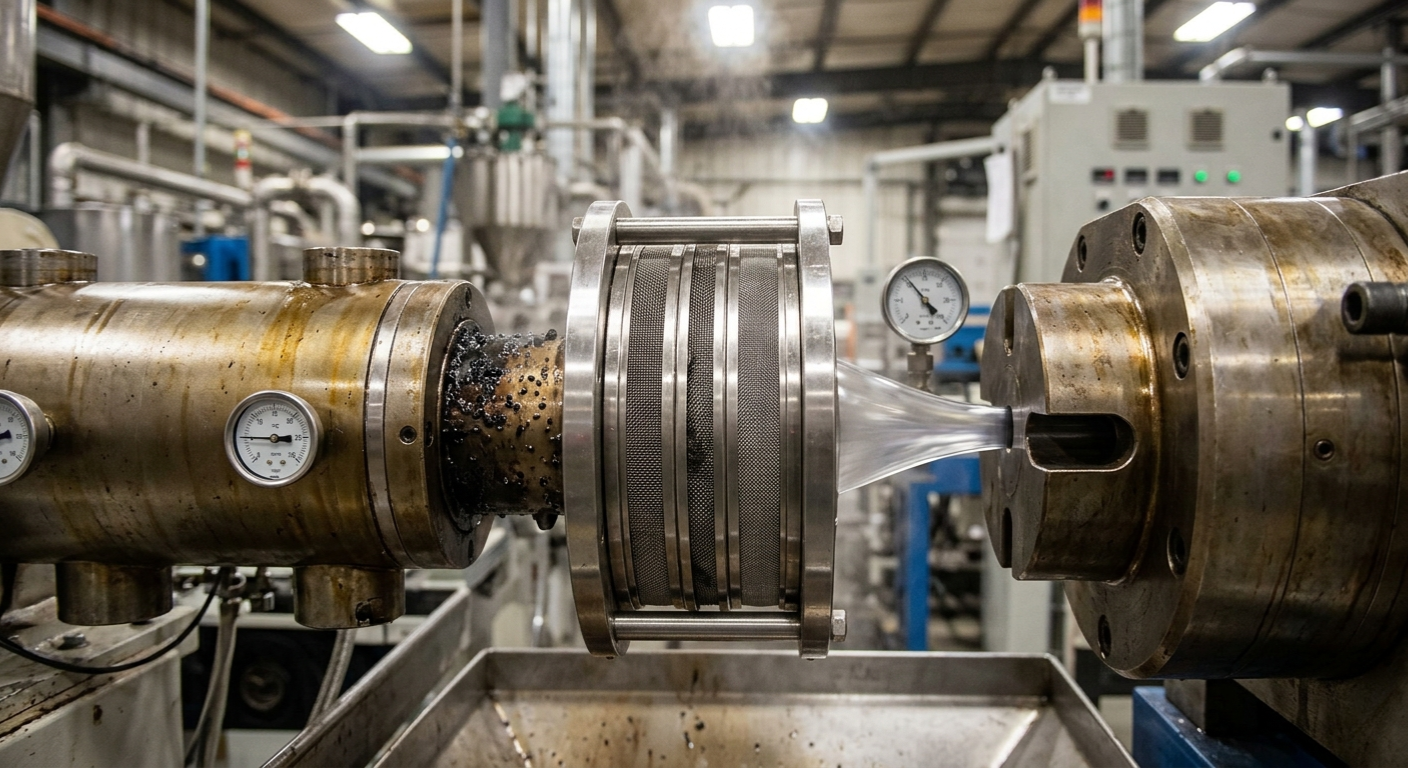
Best Extruder Screen Supplier for Your Plastic Extrusion Process This guide helps plastic manufacturers, plant engineers, and procurement managers select the right extruder screen for their specific polymer, application, and machine by eliminating guesswork and reducing production losses. Choosing the right extruder screen might not always seem like a top priority, but it plays a bigger role than you might think. These extruder screens, commonly known as melt filter screens or extruder screen packs, act as the first line of defense in your extrusion process. Positioned between the extruder barrel and the die head, they filter out contaminants, ensuring only pure molten plastic flows through to the die. Whether you’re making PVC pipes, BOPP films, or even recycling plastic, the quality of your extruder screen directly affects both your product and the health of your equipment. However, many manufacturers overlook the importance of selecting the right screen. It’s easy to fall into the trap of choosing based on price or simply reordering the same screen without thinking about whether it’s truly the best fit for the job. But the wrong choice can lead to expensive equipment damage, rejected products, and unwanted downtime. This guide will walk you through the key factors you need to consider to pick the perfect extruder screen, so you can make smarter decisions and keep your operations running smoothly.
Signs You Are Using the Wrong Extruder Screen
These are the most common indicators that your current extruder screen is not matched to your process:
- Faster pressure build-up: Back pressure rises quicker than your normal cycle between screen changes.
- Inconsistent output: Production rate drops without any change in feed rate or screw speed.
- Product defects: Gel streaks, black specks, surface roughness, or wall thickness variation in pipes and films.
- Rising melt temperature: Screen clogging causes frictional heat, leading to polymer discolouration or degradation.
- Inaccurate Mesh Count: Clogging too fast means the mesh is too fine; no resistance means it is too coarse and letting contaminants through.
Why Choosing the Right Extruder Screen Impacts Production Efficiency?
A correctly specified screen regulates back pressure, protects downstream tooling, ensures melt homogeneity, and maximises time between changeovers. When it is too fine for the application, it clogs quickly, causing pressure spikes that force unplanned shutdowns and increase changeover labour costs. When too coarse, contaminants slip through to the die degrading tooling surfaces, causing product defects, and increasing scrap rates. Beyond filtration, the right screen also acts as a back-pressure regulator, contributing to consistent melt flow and uniform product dimensions. Manufacturers using correctly matched screen packs consistently report longer production runs, more stable melt pressure, fewer rejections, and extended die life.
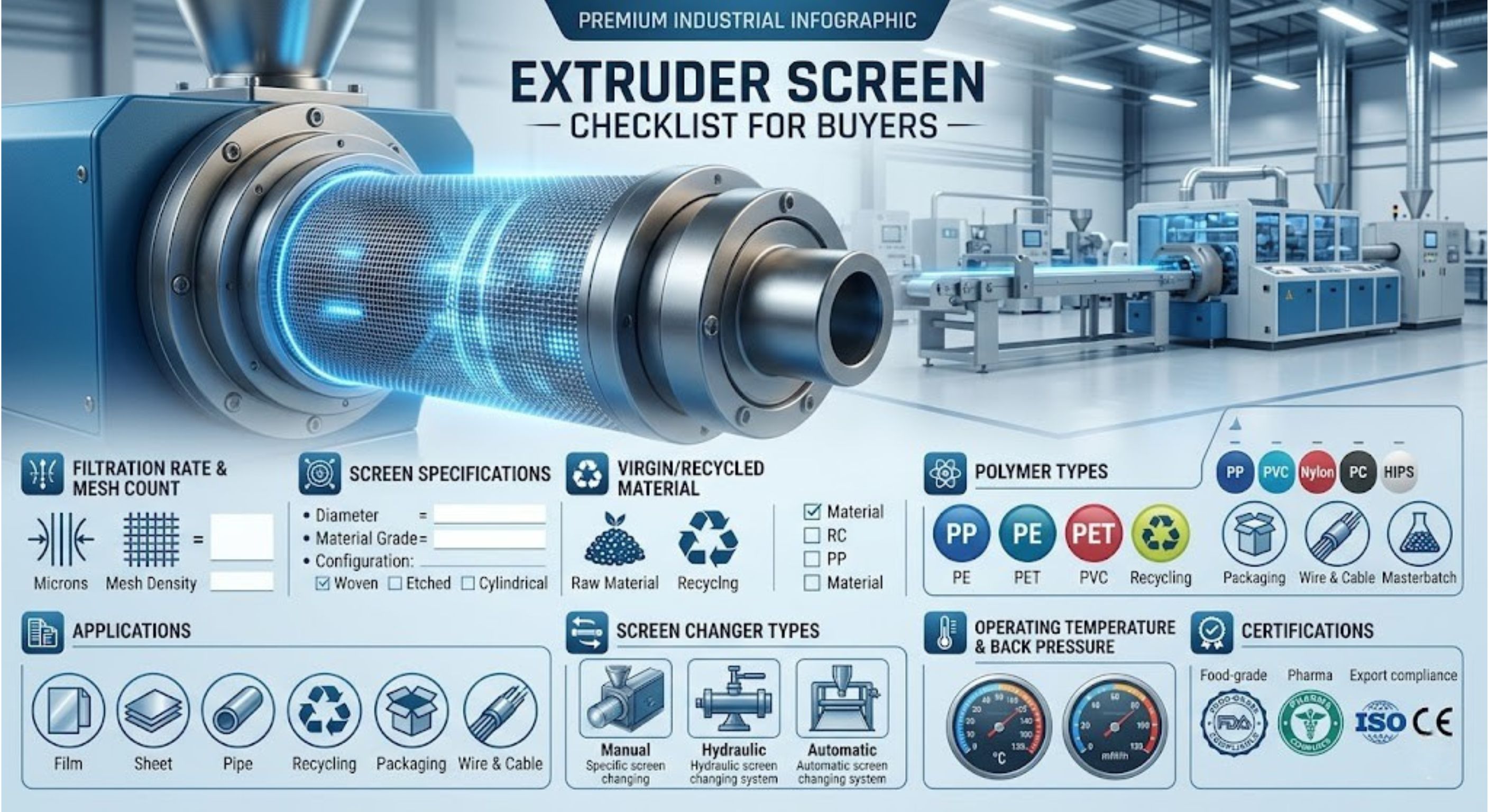
Extruder Screen Checklist for Buyers
Ordering the wrong extruder screen is a costly mistake. Run through these essential checklists before placing your order:
- Required Filtration Rate & Mesh Count
- Screen Specifications: diameter, shape, thickness and the number of mesh layers
- Material type: Virgin or recycled
- Polymer type: PP, PE, PET, PVC, Nylon, PC, HIPS, etc.
- Application: Film, sheet, pipe, recycling, packaging, wire and cable, masterbatch
- Screen changer type: Manual, hydraulic or continuous automatic
- Machine Operating Temperature: Back pressure range and melt temperature
- Required Certifications: Food-grade, pharmaceutical, or export compliance
Key Parameters for Extruder Screen Selection
Mesh Count & Micron Rating
Mesh Count
Mesh Count is the number of openings or apertures which can be counted per every linear inch of wire mesh. This is typically designated for both directions of the mesh. Therefore, a wire mesh which has 4 openings per inch as measured across both its width and length would be designated a 4 x 4 mesh or Number 4 mesh.
Lower Mesh Count = Bigger Holes
Higher Mesh Count = Finer Filtration
Micron rating
A micron rating is a standardized measurement used to define the opening size of wire mesh when the gap between wires is smaller than 1 millimeter. It is a direct reflection of the available open space within the mesh structure. It takes into account how much of the total opening area is occupied by the wire diameter and how much remains free. The greater the wire diameter, the smaller the open space and consequently, the lower the micron rating.
To put it simply: Micron Rating = The Actual Opening Size in Micrometres
| Mesh Count | Microns | Typical Application |
|---|---|---|
| 20–40 mesh | 870–365 μm | Support layer; coarse pre-filtration, recycled material |
| 60–80 mesh | 235–200 μm | General polymer extrusion; standard film and sheet |
| 100–150 mesh | 150–100 μm | BOPP Film & Packaging |
| 200+ mesh | 80 μm and below | Precision fibre, pharmaceutical, engineering polymers |
Choosing the correct mesh count and micron rating is essential for achieving optimal filtration and flow control across a wide range of industrial applications. Whether you are filtering liquids, gases or fine polymer particles understanding the mesh and micron rating ensures you select the right ss wire mesh for right application.
| Buyer Tip: Always specify both mesh count AND micron rating. Two screens labelled ‘100 mesh’ from different wire gauges can have meaningfully different opening sizes. So always ask for mesh certification |
Read Our Article
Extruder Screen Mesh Size Explained: Micron Rating & Selection GuideMaterial Type
Virgin polymer like clean PP, PE, PET pellets require simple single-layer or light multilayer screens in the 20–60 mesh range. Recycled material carries paper fibres, metal particles, and degraded polymer, demanding high-capacity multilayer packs (3–5 layers, e.g. 20/40/80/40/20). Filled compounds like masterbatch or glass-fibre materials need structurally robust screens that resist abrasive wear.
Polymer Guide
| Polymer | Melt Temp (°C) | Recommended Mesh | Key Note |
|---|---|---|---|
| PP / PE | 180–240 | 40–100 mesh | Standard; single or multilayer |
| PET | 260–290 | 80–150 mesh | High temp; SS 304L essential |
| PVC | 160–200 | 60–120 mesh | Corrosion-resistant; heat-stable |
| Nylon / PC | 240–300 | 100–200 mesh | Low contamination tolerance |
| Recycled blends | Variable | Multilayer packs | High contamination capacity |
Application Guide
| Application | Mesh Range | Notes |
|---|---|---|
| Multilayer Film / BOPP Film | 80–150 mesh | Spot-welded multilayer packs to prevent gels and specks |
| Pipe (PVC, HDPE, PPR) | 40–80 mesh | Heat-stable, chemically resistant screens |
| Recycling | Multilayer packs | Heavy-duty; frequent changeovers demand precise, robust spot-welded screens |
| Wire & Cable | 100–200 mesh | Zero contamination tolerance to protect insulation integrity |
| Food Packaging | 60–100 mesh | Food-contact applications require SS 304L compliance |
| Masterbatch | Fine screens | Ensure homogeneous dispersion; prevent unblended agglomerates |
Machine Type
Manual screen changers benefit from longer-life multilayer packs since the line must stop for replacement. Hydraulic changers allow hot changes with minimal interruption but screens must be dimensionally precise. Continuous (rotary or belt-type) changers used on high-output film lines require a specific screen format. Always confirm breaker plate diameter, changer slot depth, and edge-sealing requirements with your machine OEM (original equipment manufacturer). Thus, a right industrial extruder screens supplier can provide customized solutions for every material type, polymer, and application, ensuring optimal performance and efficiency across your plastic extrusion process.
Extruder Screen Pack Combination
Multilayer packs follow a coarse-to-fine-to-coarse arrangement so the pack is symmetrical and cannot be installed incorrectly. Common configurations:
- 20/40/20 – Light duty; virgin or near-virgin material
- 20/40/80/40/20 – Standard recycling and masterbatch
- 20/60/100/60/20 – Fine filtration for film and demanding applications
- 20/40/100/150/100/40/20 – High-precision optical film or pharmaceutical-grade extrusion
Outer coarse layers provide structural support and capture large particles. Inner fine layers perform the precision custom filtration solutions. Spot welding bonds all layers into a single integrated unit ensuring no layer separation and no melt bypass under high pressure or elevated temperature. This makes spot-welded packs significantly more reliable than aluminium-framed alternatives, particularly for demanding applications.
Extrusion Temperature
- Back Pressure: Back pressure typically ranges from 500–5,000 psi and rises as screen fineness increases. Using a multilayer screen pack with coarse screens positioned before and after the fine screen provides structural support and helps maintain consistent back pressure control.
- Melt Temperature (160°C–320°C): SS 304L maintains structural integrity up to 870°C, suitable for all standard polymers.
- Throughput Rate: Higher output pushes more material through the screen per hour, accelerating contamination loading. High-throughput lines may need larger-diameter screens or higher-layer-count packs.
- Pressure Drop Tracking: Log back pressure at every screen change. This builds a reliable replacement schedule and reveals whether your specification needs adjustment.
Compatibility with Your Extrusion Line
- Diameter and Thickness: Must match the breaker plate exactly. Even a 0.5 mm mismatch can create melt bypass, defeating filtration purpose entirely.
- Edge Sealing: Precisely trimmed screen edges prevent melt leakage in high-pressure environments.
- Breaker Plate Hole Pattern: Affects melt distribution across the screen. Confirm your pack is designed for your specific breaker plate geometry.
Always provide machine make, model, barrel diameter, and breaker plate screens specifications to your screen supplier before bulk ordering. Many dimensional problems such as melt bypass, pressure leaks, and screen deformation are entirely avoidable with a simple pre-order dimensional check. If you are switching extruder screen manufacturers, request a dimensional sample before committing to a full production quantity.
Expert Guidance & Tips from Ambica Group
As a global extruder screens supplier, we are proud to serve manufacturers across Asia, Europe, the Middle East, and Africa. With decades of experience and a wide product range, we provide high-quality solutions to businesses worldwide, ensuring efficiency and reliability in every extrusion line. Ambica Group has developed practical, field-tested expertise across every major polymer and extrusion application. Here is consolidated guidance from our technical team to help you avoid the most common and costly screen selection mistakes:
- ISO 9044 compliant wire mesh: For best results in polymer extrusion, always select wire mesh screens that meet ISO 9044 certified standards.
- Mesh Quality Certificate: Ambica’s AAMCS (Ambica Automated Mesh Certification System) provides traceable filtration data and certification for every product
- Test before bulk ordering: Request free samples and validate performance on your machine with your polymer before committing for bulk order.
- Never Reuse Screens: High-pressure service permanently deforms the mesh. Cleaning does not restore filtration geometry.
- Ensure Proper Storage: Keep extruder screens in sealed, moisture-controlled packaging to prevent surface rust contamination.
| Ambica Group – SS 304L extruder screens manufacturer and exporter in India ranging from 10 to 500 mesh (up to 2 micron filtration). Custom sizes, free samples, bulk pricing available. Trusted by 6,000+ clients. Exported to 65+ countries across Asia, Middle East, Europe, and Africa. |
Best Extruder Screen for Plastic Extrusion Machine: FAQs
Match mesh count to your material and application. For general virgin polymer extrusion, 40–80 mesh is the standard range. Film and clear packaging applications require 80–150 mesh for adequate clarity and defect-free output. Recycled material needs multilayer packs starting from 40 mesh on the outer support layers, stepping up to 80 or 100 mesh at the filtration layer. For precision applications like pharmaceutical-grade polymers or optical-quality films, 200 mesh or finer may be required. When in doubt, share your polymer specification, machine size, and application details with your extruder screen supplier for a confirmed recommendation before ordering.
Single-layer screens are cost-effective for clean virgin polymers with low contamination. Multilayer packs (2–5 layers, different mesh counts) deliver higher filtration efficiency, structural strength, and longer service life which is essential for recycling, PVC pipe, film, and masterbatch applications.
Usually one of three causes: mesh is too fine for your contamination level, raw material has higher contamination than expected, or throughput has increased. Switching to a coarser outer layer or a higher-capacity multilayer configuration typically resolves the issue.
No. High-pressure extrusion permanently deforms the wire mesh. Cleaning removes visible contamination but cannot restore mesh geometry or filtration accuracy. For high-frequency changeover lines, bulk-purchasing single-use screens is always more economical than attempting reuse.
SS 304L offers corrosion resistance, high-temperature stability (up to 870°C), tensile strength, and chemical non-reactivity with standard polymers including PP, PE, PET, PVC, and HIPS. It is also food-grade compliant.
Replacement frequency depends on material cleanliness, mesh fineness, throughput, and polymer type. Virgin polymer lines may run days or weeks per screen; recycling lines processing heavily contaminated material may require changes every few hours. Track back pressure and set a defined change-out threshold based on your line’s actual performance data.
Spot-welded screens bond all mesh layers permanently i.e. no layer separation under pressure or high temperature. Aluminium-ring screens use a frame that can deform at elevated temperatures and pressures, causing melt bypass and filtration failure. For any demanding application, spot-welded extruder screen packs are technically and economically superior.
Yes. Standard disc sizes range from approximately 30 mm to 400 mm. Custom shapes, thicknesses, and non-standard layer configurations are available to order. Ambica Group manufactures custom screens for any shape, size, or mesh specification. Get in touch to quote now.
Latest Post
-
Woven Wire Mesh Guide: Plain Weave vs Dutch Weave vs Twilled Dutch Weave
-
Extruder Screen Mesh Size Explained: Micron Rating & Selection Guide
-
Extruder Screens for Plastic Recycling Industry & Sustainable Solutions
-
How to Choose the Right Extruder Screen for Your Plastic Extrusion Machine?
-
What Are Extruder Screens? A Complete Guide for Plastic Manufacturers
Catalogue