





Stainless Steel Extruder Screen Pack Manufacturer in Different Mesh Size
This guide is for plant engineers, production managers and procurement teams working in plastic extrusion. It explains what mesh size and micron rating mean, how to read conversion charts, how different industries should select their screens, and what separates a high-quality screen from a substandard one so you can make confident, informed decisions every time.
Mesh size is one of the most misunderstood specifications in plastic extrusion and getting it wrong costs real money. It affects melt quality, product dimensions, scrap rates and die lifespan. Understanding it is not complicated once you know what the numbers actually represent. This guide breaks it all down: from basic definitions and conversion charts to industry-specific selection and quality identification.
What is Mesh Size in Extruder Screens?
Mesh size is the number of wires woven per linear inch in both directions of a wire cloth. An 80-mesh screen has 80 wires per inch in each direction creating a uniform grid of square openings across the disc. As mesh count increases, opening size decreases: more wires per inch means smaller gaps, finer filtration, and higher resistance to melt flow. A 200-mesh screen filters far more precisely than a 40-mesh screen, but it also clogs faster under heavy contamination.
Mesh count alone does not tell the complete story. The actual opening size called the micron rating depends on both the mesh count and the wire diameter used. Two screens with the same mesh count but different wire gauges will have different opening sizes and different filtration performance. That’s why mesh count, wire diameter and micron rating are key factors to consider when selecting extruder screens.
Mesh to Micron Conversion Chart
The table below provides a practical reference for the most commonly used extruder screen mesh counts, their approximate micron openings, and typical applications. These figures are based on standard wire diameters used in industrial woven wire cloth.
| Mesh Count | Wire Dia. (mm) | Opening (Microns) | Filtration Level | Application |
|---|---|---|---|---|
| 20 Mesh | 0.45 | 820 μm | Very Coarse | Support layer only; heavy recycled material |
| 40 Mesh | 0.27 | 365 μm | Coarse | Pre-filtration for recycled polymer |
| 60 Mesh | 0.19 | 235 μm | Medium-Coarse | General extrusion; PVC pipe, profiles |
| 80 Mesh | 0.12 | 200 μm | Medium | Standard film, sheet, and packaging |
| 100 Mesh | 0.10 | 150 μm | Medium-Fine | Clear packaging, polyester sheet |
| 120 Mesh | 0.08 | 130 μm | Fine | BOPP film, Finer Applications |
| 150 Mesh | 0.07 | 100 μm | Fine | Optical films, precision extrusion |
| 200 Mesh | 0.05 | 80 μm | Very Fine | Fibres, technical polymers |
| 300 Mesh | 0.04 | 45 μm | Ultra Fine | Pharmaceutical, specialty polymers |
| 500 Mesh | 0.02 | 25 μm | Precision | Laboratory-grade, ultra-precision filtration |

How Filtration Accuracy Affects Final Product Quality?
Filtration accuracy has a direct, measurable impact on finished product quality not in theory, but on the production floor, as visible defects, dimensional variation, and rejected batches.
- Film and packaging clarity: In BOPP, cast PP, or multilayer packaging film, even microscopic gel particles or unmelted polymer fragments cause visible specks, haze, or pinholes. When a 150 micron screen is used where a 100 micron screen is needed, oversized particles pass through the process, the film fails optical inspection, and what should have been a full-price product gets marked down or scrapped entirely.
- Pipe wall uniformity: In PVC or HDPE pipe extrusion, inconsistent back pressure caused by poorly matched screens leads to variations in wall thickness. Pipes that fail pressure testing or do not meet dimensional standards trace back, in many cases to irregular melt flow through the screen.
- Wire and cable insulation: Any unfiltered particle in the melt stream for wire coating can create a thin spot or void in the insulation layer, a safety-critical defect. Fine filtration at 100 to 150 microns is non-negotiable for quality wire coating applications.
- Surface finish on profiles and sheets: Contaminant particles that pass through too-coarse screens leave surface marks, scratches, or streaks on extruded profiles and sheets requiring manual finishing, increasing waste, or causing customer returns.
Filtration solution is the first line of quality control in your extrusion process it directly determines the quality of your product and how much of your output can be sold.
How to Select the Right Extruder Screen Mesh for Your Industry Application?
Different extrusion applications have fundamentally different filtration needs. Here is a practical reference by industry:
| Industry / Application | Recommended Mesh | Micron Range |
|---|---|---|
| BOPP / Multilayer Film | 120–200 mesh | 80–130 μm |
| Flexible Packaging | 80–120 mesh | 120–180 μm |
| PVC Pipe & Profiles | 60–100 mesh | 150–250 μm |
| HDPE Pipe | 60–80 mesh | 180–250 μm |
| Wire & Cable Coating | 100–200 mesh | 74–150 μm |
| Polymer Recycling | 40–80 mesh | 180–425 μm |
| Masterbatch / Compounds | 80–150 mesh | 100–180 μm |
| Sheet Extrusion (PET/PP) | 80–100 mesh | 150–180 μm |
| Monofilament / Fibres | 150–300 mesh | 45–100 μm |
Always select mesh size or micron rating based on the contamination level of your raw material. Heavily contaminated raw material needs multilayer spot welded screens consisting of coarse outer support layers (20 or 40 mesh) backed by finer inner layers filtration.
Understanding Multi-Layer Extruder Screen Packs
Most industrial extrusion applications use multilayer screen packs like 3 to 5 mesh layers of different counts combined into a single integrated unit. A single fine-mesh layer is structurally weak under pressure and clogs rapidly. Multilayer packs solve this: coarse outer layers provide support and capture large particles, while inner fine layers handle precision filtration. Standard configurations:
- 20/40/20 mesh – Light duty; clean virgin polymer with low contamination
- 20/60/20 mesh – General purpose; balanced filtration and flow resistance
- 20/40/80/40/20 mesh – Standard for recycling, masterbatch, and general film
- 20/60/100/60/20 mesh – Fine filtration for transparent film and sheet
- 20/40/100/150/100/40/20 mesh – High-precision for BOPP, optical film or monofilament fibre
Spot welding is critical, a spot-welded extruder screen pack behaves as one rigid unit with no layer separation or melt bypass under pressure. Aluminium-framed alternatives can deform under heat and pressure, creating gaps that let unfiltered melt bypass the screen.
Common Problems Caused by Poor Quality Extruder Screens
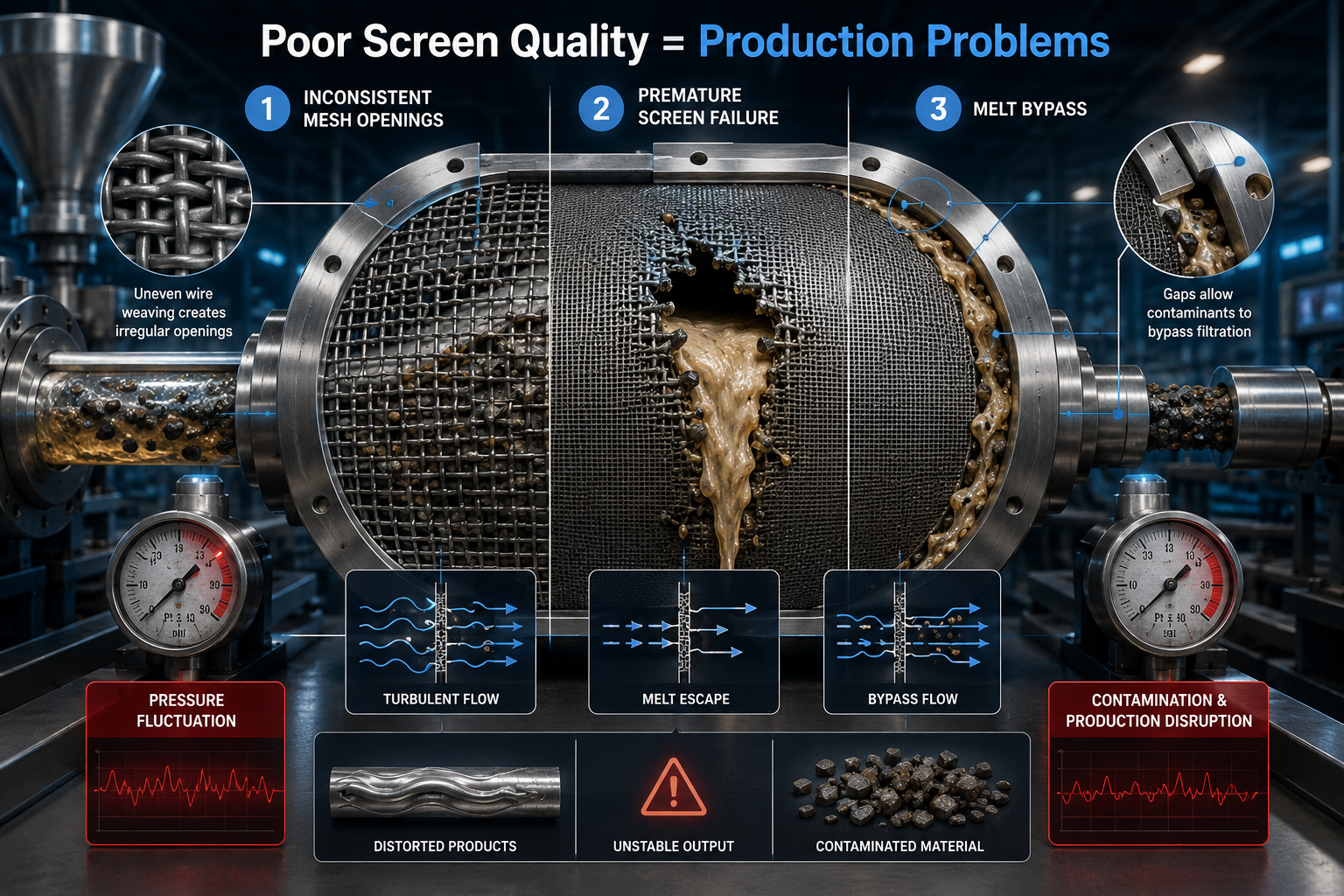
Substandard screens create a cascade of problems that are often misattributed to other causes:
- Inconsistent mesh openings: Low-quality woven wire cloth can have variable opening sizes across the disc. This leads to uneven melt distribution, pressure fluctuation and inconsistent product dimensions.
- Premature screen failure: Screens made from inferior stainless steel or incorrect wire gauge rupture under pressure, sometimes catastrophically contaminating the melt and damaging downstream tooling.
- Melt bypass: Imprecisely cut screen edges, or aluminium-framed packs that deform under heat, allow unfiltered melt to pass around the screen rather than through it defeating filtration completely.
- Accelerated die wear: Particles that pass through an inadequate screen abrade the die lip and mandrel surfaces, shortening tooling life and increasing maintenance costs.
- Increased scrap and rejections: Product defects caused by filtration failure like gels, specks, streaks, pinholes directly increase scrap rates and, in customer-facing applications, lead to returns and claims.
- False pressure readings: Screens with non-uniform mesh create localised high-pressure zones that give misleading pressure gauge readings, making it harder to predict when screens genuinely need changing.
How to Identify High-Quality Extruder Screens?
Not all high-performance extruder screens are manufactured to the same standard. Here is what to look for:
- Uniform mesh weave: Hold the screen up to light. The woven pattern should be perfectly uniform across the entire surface with no variations in wire spacing, no loose wires, no visible inconsistencies.
- Precise dimensional tolerancing: The screen diameter should match your breaker plate to within 0.1 to 0.2 mm. Oversized or undersized screens create melt bypass or arrangement difficulty in the changer.
- Clean edge finishing: Screen edges should be cleanly cut with no fraying, burring, or loose wire ends. Poorly finished edges contaminate the melt and compromise sealing in the screen changer for extruder machine.
- Proper spot-weld quality: In multilayer packs, spot welds should be evenly spaced and firmly bonded.
- Certified material grade: Polymer extrusion technology should use ISO 9044 complaint wire mesh with SS 304L Grade screens as a standard. Request material certification and verify it matches the declared grade.
- Batch-level mesh certification: A reputable screen pack supplier should provide certified filtration data for every batch and not just a generic product datasheet. Ambica Group’s AAMCS certification provides traceable micron data for each production batch.
Extruder Screens Certifications & Quality Standards
When purchasing extruder screens especially for regulated or export-oriented applications, the following certifications and compliance markers are worth verifying:
- ISO 9001 Certification: Confirms the manufacturer operates a documented quality management system with consistent process controls. This is the baseline standard for any serious industrial extruder screens supplier.
- SS 304L Material Compliance: SS 304L (low-carbon 304 stainless) is the standard for most extrusion technology applications. Request mill test reports (MTRs) confirming material grade.
- ISO 9044 Compliance: It is the international standard for industrial woven wire cloth, covering everything from dimensional tolerances and material requirements to testing methods all designed to ensure consistent screening performance across stainless steel applications.
- Food-Grade Compliance: For screens used in food packaging film, food-contact piping, or direct food-processing applications, screens must meet applicable food safety material standards. SS 304L & SS316 is inherently food-grade compliant for most applications.
- Mesh Quality Certification: A certified mesh report confirms actual micron openings, wire diameter, and mesh count for the specific batch you receive not just the nominal specification. Ambica Group’s proprietary AAMCS is one such system.
- Export Compliance Documentation: When sourcing extruder screens for regulated markets in Europe, North America or the Middle East, compliance documentation should be a non-negotiable part of your supplier evaluation. The extruder screen manufacturer and exporter should meet all the necessary legal and export compliance.
Certification is not just a procurement checkbox it is a quality assurance tool. Traceable, certified screen packs make quality troubleshooting faster and more reliable, giving you the confidence to rule out high filtration extruder screens as a variable when something goes wrong on the line.